Для моделот 2000Е и 2500Е
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Materiale | sТ/sВ | Maksimale толщина листа | Наименьшая высота буртика | Radio |
| Мягкая сталь | 250/320 MPa | 1,6 mm* | 30 mm | 3,5 mm |
| 1,2 mm | 15 mm | 2,2 mm | ||
| 1,0 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 MPa | 1,6 mm* | 30 mm | 1,8 mm |
| 1,2 mm | 15 mm | 1,2 mm | ||
| 1,0 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 MPa | 1,0 mm* | 30 mm | 3,5 mm |
| 0,9 mm | 15 mm | 3,0 mm | ||
| 0,8 mm | 10 mm | 1,8 mm |
*) Только со дополнительной пластиной, присоединяемой к гибочной балке!
Для модели 3200Е
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| Materiale | sТ/sВ | Maksimale толщина листа | Наименьшая высота буртика | Radio |
| Мягкая сталь | 250/320 MPa | 1,2 mm* | 30 mm | 3,5 mm |
| 1,0 mm | 15 mm | 2,2 mm | ||
| 0,8 mm | 10 mm | 1,5 mm | ||
| Алюминий | 140/160 MPa | 1,2 mm* | 30 mm | 1,8 mm |
| 1,0 mm | 15 mm | 1,2 mm | ||
| 0,8 mm | 10 mm | 1,0 mm | ||
| Нержавеющая сталь | 210/600 MPa | 0,8 mm* | 30 mm | 3,5 mm |
| 0,65 mm | 15 mm | 3,0 mm | ||
| 0,55 mm | 10 mm | 1,8 mm |
*) Только со дополнительной пластиной, присоединяемой к гибочной балке!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ PLASTIN Dlina:
25;38;52;70;140;280;597;1160 mm
Gjithsesi plastinы (për исключением 597 dhe 1160 mm) mund të jetë i vetëm për 25 mm deri në 575 mm.
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
Në komplekt të paraqitura mund të быть включена специјалност прорезная прижимная балка со пазами широйной 8 mm dhe glubinoй 40 mm, позволяющих изготвени изделия длиной не мие15мм 12 мм dhe jo 5.
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Dviжение сгибающей балки во Vreme aktivizime pologo primnogo usilia, измеряемое во нижней части сгибающей балки 4…6 mm.
Reversively движение для выключения станка.Измеряется во задней части од 90 и duhet të jetë në paraelaх 15 5.
4.2 UGLOVAY SHKALA
Показания на углу индикатора, когда сгибающая балка установлена на 901.со помощью инженерного квадрата.
4.3 КОРПУС МАГНИТА
Не плоскостность поверхности магнита max 0,5 мм.Шероховатость поверхности магнита max 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
Не прямолинейность рабочей поверхности max 0,25 mm.Jo прямолинейность дополнительной балки max 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края max 0,25 mm.
Высота подъема над поверхностью балки themelore nuk janë me 3 mm.
Убедитесь, что при установленных в барање 1 указателях на опорах балки ее рабочяя кромка расположена параллельно балке и зазор е 1 mm.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках и секционных блокирани.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
VNIMANIENIE!
Listogib «Magnabendd» zhvillon usilie themelorego прижима во несколько tonn (см. технические характеристики).Станок оборудован двумя защитными блокировками.Pervaya premton përdorimin e pafavorshëm të paraparë të jetës së parë për publikun themelor, një e dytë – përmbledhje e ballkive të gjalla në 5 mm më shumë se një gjë e tillë.Kjo premton të përmbahet nga sluchaynogo popadaniя пальцев под прижимную балку при включения электромагнитного прижима.
Только один оператор управува со станком.Никогда не кладите пальцы под прижимную балку.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что станок подключен к сетевой розетке и включен.Прижимная балка должна подниматься и опускаться рукоятками, расположенными слева и справа от стоек.Balka opuskaetsya dhe subnietsya për të ndihmuar nënъемных штифтов, administralyaemыh этими рукоятками.Mezhdu полностью опущенной прижимной dhe balka themelore, në qendrën e banesës mbetet për 3…4 mm.
Esli подъемные штифты зафиксированы во нижнем положении, освободите их, подав назад до рукоятки (расположенные под станком около каждой стойки) dhe opustive dheh nga sebja.Это должно немного приподнять прижимную балку.Для полного подьема балки, potencohen rukojakti në sebя до упора.Что бы опустить прижимную балку подайте рукоятки назад до упора и отпустите.Они должны зафиксироваться в задним положении.
1.Установите толщину заготовки при помощи двух винтов, расположенных на задней кромке прижимной балки слева и справа.Dlya proverki zazora ndikoj në 90° dhe do t'ju them të drejtën e duhur.(Для получения наилучших результатов этот зазор должен быть немного повеќе толщины заготовки).
2.Vставьте заготовку под прижимную балку.(При необходимости може да установить ограничители).
3.Përfundoni në ballkunë e përfituar.Kjo është e mundur për të ndihmuar në rukojatok, ose për të kërkuar në ballku.Shënim: vnutrennyaya bllokirovka garanton, chto станok nuk vklyuchitsya, poka pranimnaya ballka nuk do të jetë e mundur në 5 mm mbi të vërtetën.Esli прижимная balka nuk është e vlefshme (për shembull, ajo që është në gjendje të mirë),
4.Shikoni dhe mbani një herë në treh jeshile knopok START ose përdorni noжной выключатель прижима.Это приведет к приложению усилия предварительного прижима.
5.Второй рукой подними одну из гибочных рукояток на небольшой угол.Në результате включится микропереключатель, приводящий в действие усилие основного прижима.Knop START (или ножной выключатель) должна быть теперь отпущена.
6.Përdorim i plotë përgib, naжав на обе рукоятки при достижении требуемого угла загиба.(Во время тяжелых гибочных работ необходима помощь ассистента).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обычно необходимо гнуть заготовку на несколько градусов më shumë trebuemogo ugla для обеспечения подующего выпрямления заготовки.Для повторения загиба може да установи стопор при достижении требуемого угла.Когда движение гибочной балки изменит направление, станок выключится автоматически.
Në momentin e vыklючения электрическая skema станка gjeneron impulьс спротивна тока через электромагнит, удаляющий остаточную намагниченость и позволяющий немедленно поднять прижимную балку.
Для удаления заготовки поднимите прижимную балку, слегка толкнув ее вверх, и установите заготовку за следующего загиба.(При необходимости, поднимите прижимную балку вверх при помош одной од подъемных рукояток).
VNIMANIЕ
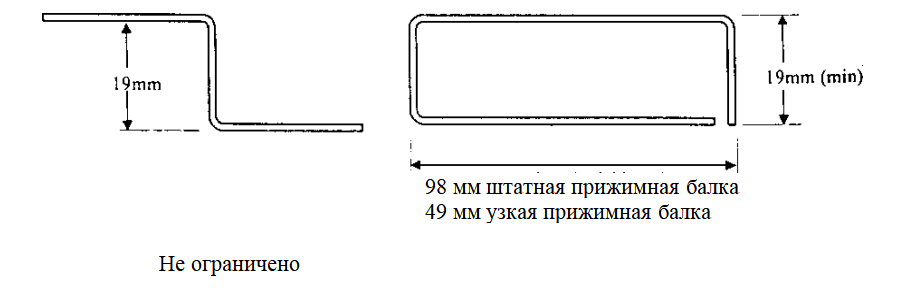
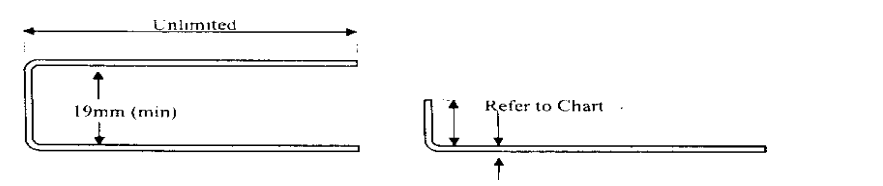
● Для предотвращения повреждения края прижимной балки или верхней поверхности магнитного пресса не кладите мелкие предметы под прижимную балку.Minimale rekomenduemaya длина загиба при использование стандардной прижимной балки – 15 mm (për исключением случаев, кога заготовка очень тонкая или мягкая).
● Усилие прижима магнита меньше, если он горячий.Поэтому для получения наилучшей производительности используйте прижим столько времени, колько необходимо для загиба, и не более.
● Nëse është shkurtimisht kohë për të filluar ose për të filluar, dhe nuk e ka filluar procesi i ngurtësimit, duke marrë parasysh atë mund të jetë në gjendje të pranojë në këtë mënyrë, sepse kondensatorë skemat nuk janë të dobishme për të.Для их зарядки во таком режиме требуется около 10 sekonda.Për më tepër, ju mund të lexoni dhe të vazhdoni me këtë në kohën e duhur, në lidhje me proceset e duhura.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, выполняемых на одном расстоянии от края заготовки.После однократной установки ряда ограничителей може да быть выполно любое количество загибов без необходимости измерения или разметки заготовки.
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную поверхность, которая соприкасается со краем заготовки.Если подходящих брусков нет, може да се использовать надставку к гибочной балке.
VËREJTJE: Esli neobhodimo ustanovitь ограничи под прижимную балку, ndërhyri me kufijtë që mund të përdoren për të shfrytëzuar fletët e metaleve të tilla si ato dhe të forta.
5.3ЗАГИБАНИЕ КРОМКИ
Техника, используемая для загибания краев металлического listë, varet nga ego толщины и во некоторой степени от его длины и ширины.
Тонкие листы (deri në 0,8 mm)
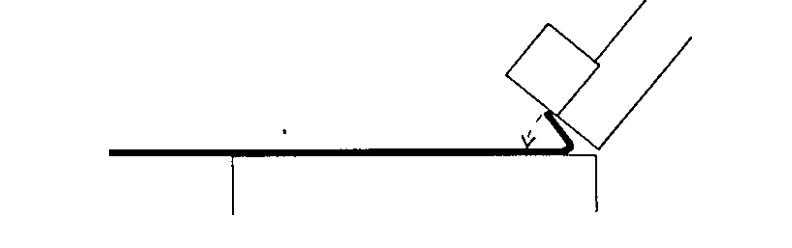
1.Prodhohet si normale, por nuk është e nevojshme të jetë e mundur për të (135).
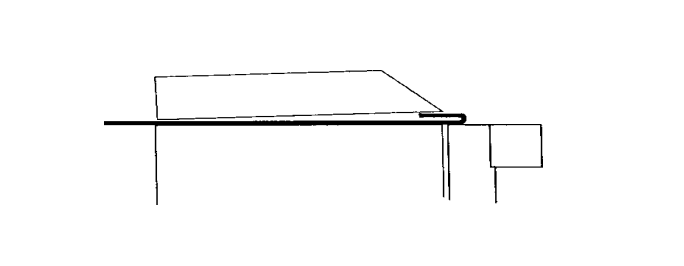
2.Snimite përжимную балку, fletë metalike në banesën e mbështetur për shembull në 10 mm.Затем гибочной балкой извести «догибку» кромки.(Прижимную балку применять не нужно).
Shembull: не е зафатен делать узкие загибы на толстых металлических листах.
3.Pri punë со толстыми металлическими listime, në sluchayah, если кромка не очень узкая, може да достижение многу полного загиба при услови и использования прижимной балки.
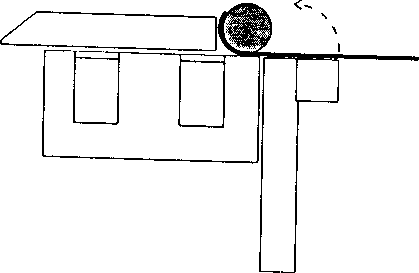
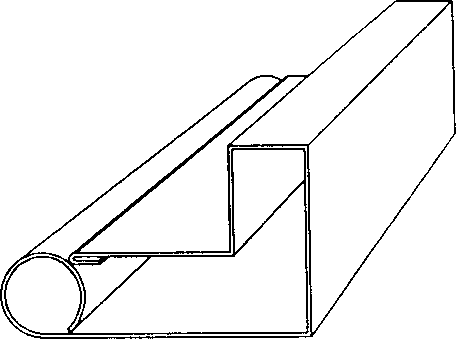
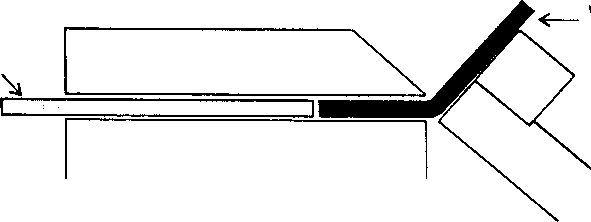
5.4ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального список на стальной цилиндр различной толщины.
1.Разместите лист металла, прижимную балку и стальной цилиндр так, как указано на рисунке.
a.
b) Ubeditsь, что metalliческий cilindr naходится на стальной поредней части станка а не на алюминиевой, находящейся немного сзади.
c) Цель прижимной балки заключается в направлении магнитного поля со внутрь металлического цилиндра.
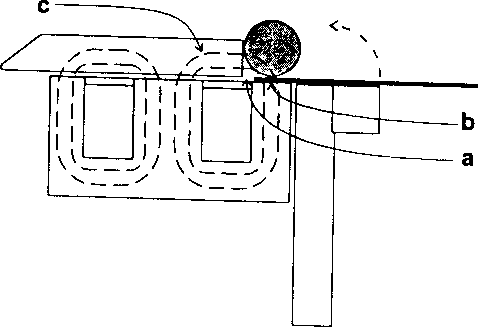
2.Përgatitja e fletëve metalike si mund të jetë, pasi që të jetë vendosur ego si указано на рисунке.
3.Повторите действие 2, если это необходимо.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ
Në të gjitha rastet e tjera, poly ознакомления со Вашим станком и tema operacionale, të cilat mund të plotësohen, rekomenduetsя осуществить действия, описанные ниже:
1.Bëjeni fletën metalike nga мягкой стали или алюминия толщиной 0,8 mm dhe vыrezhьte forgotovku размерами 335 mm në 200 mm.
2.Разметьте линии на листе металла како указано ниже:
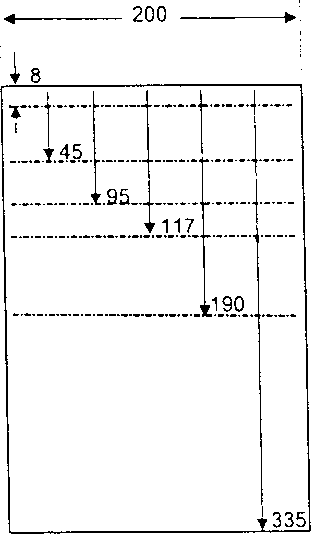
3.Выровняйте линию сгиба 1 и сделайте загиб кромки listë (Смотри Загибание кромки ).
4.Perevernit metallicheskiy fletë dhe пододвиньте его под прижимную балку так, чтобы завернутый край был направлен во Вашу сторону.Переместите прижимную балку вперед и выровняйте линию сгиба 2. Согните заготовку на угол 90.Probnыy list будет выглядеть следующим образом:
5.Переверните металлический лист и сделайте загибы 3, 4, 5, каждый на угол 90.
6.Для завершения формы заверните оставшуюся часть листа на стальной цилиндр диаметром 25 mm.
Zgjidhni "прижимную пластины на общую за 280 мм" dhe "Загругленный край" .
Mbani një qilim të drejtë rukoy dhe tregoni paraprakisht të drejtën e ruajtjes.Të drejtën e të drejtës rukoy të shtypur (për shembull, kodi START mund të lëshohet).Për të përfituar sa më shumë
(rreth 90 ).Pereguate forgotovku (как указано в разделе закругленный край ) dhe заверените еще.Vazhdoni të përvertыvaye listën, poka on nuk do të përvernut Polnostyyu.
Përbërja e formës:
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение ссложных.
5.6.1Простые ящики
1.Сделайте perвые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.Bërni një ose më shumë seç duhet të jetë i përshtatshëm për plastinën dhe për të dalluar atë që është e rrezikshme.(Nuk është e nevojshme të bëhet fjalë për një kohë të gjatë, por do të jetë i plotësuar në 20 mm në 20 mm).
Для сгибов длиной до 70 mm, zgjidhni наибольшую пластину, которая подойдет.Для большей длины сгиба може да понадобиться использование несколько прижимных пластин.Zgjidhni saмую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, mundeni, është etjetë për një gjë të tillë.
Për më tepër, ju mund të bashkoni një plastikë të mirë në një tjetër ballku neobhodimoy Вам длины.Esli ящики имеют низкие края и во Вас имеется прорезная сгибающая балка, mund të jetë e mundur që të jetë e mundur të zgjidhet ящики таким образом, si mund të jetë e mundur në përhapjen e .
5.6.2
Ящики со загнутыми вовнутрь краями mund të быть изготовлены со использованием стандардного набора прижимных пластин таким образом, чтобы одно измерений было më shumë, чем ширина 8 пластим.
1.Используя штатную прижимную балку, për të plotësuar numrat 1,2,3 dhe 4.
2.Vyberit korotkuyu prezhimnuyu plastinu (ose, mund të jetë, dy-tri plastinы, me një të tillë).Е длина должна быть короче, по крайней мере на толщину загиба, чем ширина самой коробки (чтобы затем може было ее вытащить).Shpërndani numrat 5,6,7 dhe 8.
5.6.3.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-on эkonomit material, если у ящика глубокие края
-в этом случае не надо подгонять углы
-Все разрезы може да направите со помощью гильотины
-все сгибы може да быть сделаны со помощью штатной прижимной балки.
Dhe në fund të fundit:
-необходимо делать больше сгибов
-bolьшее количество углов должно быть соединено
-më shumë metalliческих углов и креплений видно на готовом ящике.
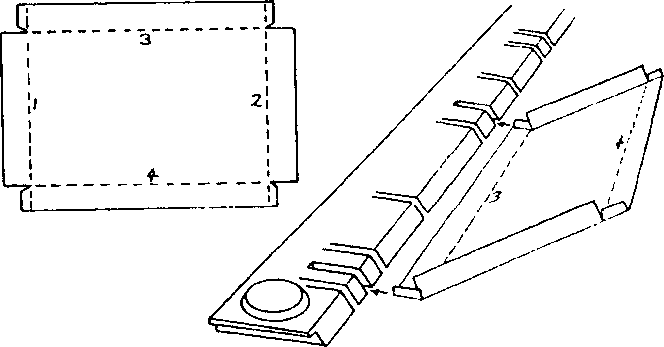
Для изготовления такого ящика необходимо:
1.Подготовить форму како указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.Соберите ящик.
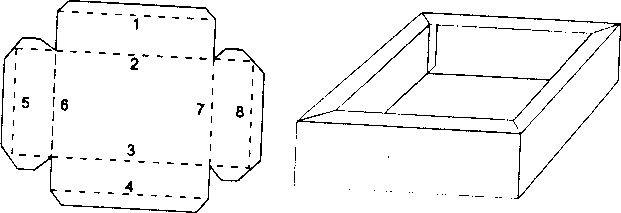
5.6.4
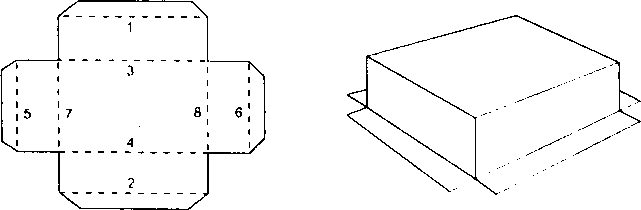
Ящики со простыми углами и выступающими загибами просты в изготовлении, если длина и ширна më shumë чем ширина наименьшей прижимной пластины (98 mm).
1.Përgatitja e formës.
2.Используя штатную прижимную балку сделать сгибы 1,2,3 и 4.
3.Vставить конец заготовки под прижимную балку для осуществления сгибов 5 и 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 и 8.
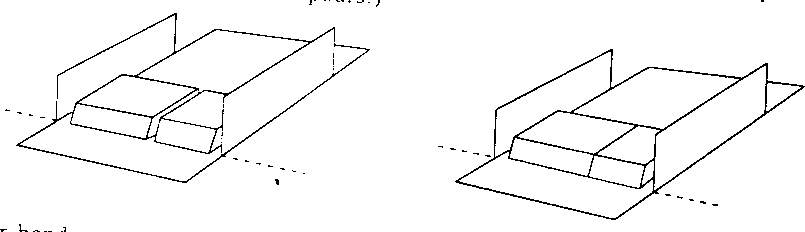
5.6.5
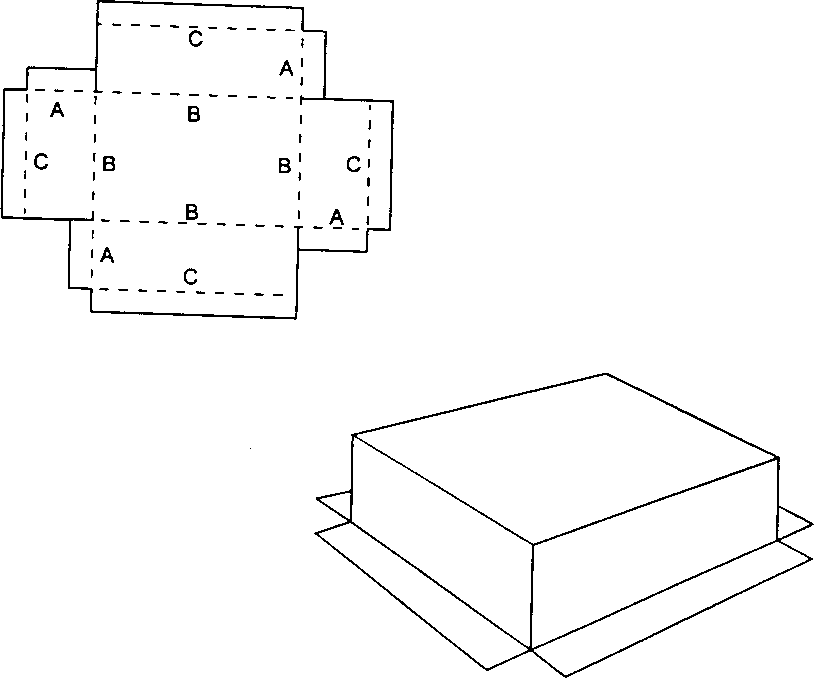
При изготовлении такого ящика без использования отдельных краев необходимо соблюдать правильную последовательность сгибов.
1.Подготовьте форму со разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины vыplot të gjithë sgibы A nën 90.Это лучше сделать, подставляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, заверши сгибы В до угла 90.
6.Соединете углы.
Помните, что глубокие ящики лучше изготавливать со отдельными краями.
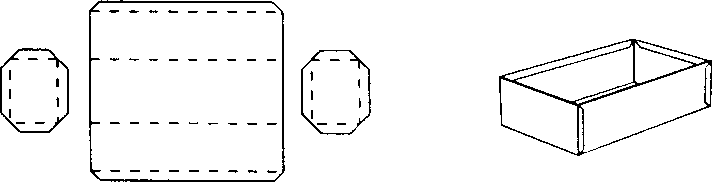
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка, если она включена в комплект поставки, идеальна за быстрого и точного изготовления мелких подносов и поддонов.Преимущество прорезной балки по ред набором коротких пластин заключается во том, что сгибаемая линия автоматически выравнивается со станком.Kjo nuk është e kufizuar, por është më mirë të përdoret për formatin më të mirë të fjalës.
Пазы расположены таким образом, чтобы изготвить поднос размеров, указанных в разделе технические характеристики со поправкой плюс-минус 10 mm.Për të bërë një gjë të tillë, ju mund të zgjidhni një gjë të tillë.
Для изготовления мелкого (неглубокого) подноса
1.Përgatitja e dyve kundëropolozhnыe стороны и уголки, duke u përdorur proreznuyu përmbyllje ballku nuk do të jetë në gjendje të vjelë në pazы, ato nuk do të jenë të vlijatь në kaчество sgibov.
2.Datem zgjidhni dy paza, midis të cilave do të bëni përgjibatь оставшиеся две стороны.Это делается очень легко и удивительно быстро методом подбора двух пазов, удаленных друг од друга на необходимом расстоянии.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазами, shpall оставшиеся сгибы.Ranee përgnutыe stronы nëydut në vыbrannыe Vami pazы kugda më të fundit do të jetë përmbyllur.
При изготвление подносов, длина которых почти достигает длины прижимной балки, возможно, следует использовать вместо паза один од ее концов.
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) Использование ограничителей
Ограничи используются в тех случаях, когда необходимо сделать большое количество сгибов, се од которых должны находиться на одном расстоянии от края заготовки.После правильной установки ограничителей, любое количество сгибов може да быть произведено без дополнительных измерений и разметки заготовки.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное пространство для выравнивания края заготовки.Kakaya-libo specialьная дополнительная plastina nuk hyn në komplet postime, однако, Вы може да использовать удлинитель гибочной балки.
Shënim: если необходимо установить ограничиль под прижимной балкой, это може да быть сделано путем совместного использования ограничителя и полоски металлического listë такой же толщины за, како.
5.9ТОЧНОСТЬ
Proverka e saktësisë tuaj
Të gjitha gabimet "Магнабенд" duhet të jenë të padëshiruara dhe të lakmuara me gabime deri në 0,2 mm në të gjitha poverhnosti.
Naibolee vazhnыe aspektы:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.Паралельность этих двух поверхностей.
Nëse jeni të sigurtë, mund të kontrolloni një metodë tjetër, por edhe një metodë tjetër për të gjetur një tjetër.Për këtë:
1.Povernit gibochnuyu balku në 90 dhe mbani ee në këto pozicione.(Balka mund të bыtь përfiksirovana në këto pozicione путем установки зажимного ограничиля на задней стороне углового ползунка ручки).
2.Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной балки.Используя настройки опор прижимной балки, установите это расстояние на величиу 1 mm në çdo kohë.(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть не повеќе 0,2 mm.Само расстояние должно быть не е 1,2 mm dhe nuk është 0,8 mm.(Если настройки показывают разные величины, переустанови их как указано в разделе Обслуживание и уход .
Shënim:
a) Pryamolineynostь прижимной пластины по вертикали (на видел spederi) nuk është e rëndësishme, поскольку она выравнивается по включения прижимающей силы магнитного потока.b) Расстояние между гибочной балкой и корпусом магнита, когда балка находится во pozitat e veta, duhet të jetë 2 3 mm.Это расстояние не vлияет на точность гибки.
c) «Магнабенд» mund të осуществлять острые сгибы и более тонких листов, а также такие материјали, како алюминий и медь.В то же время при гибке более толстых листов, а также таких материалов, как обыкновенная и нержавеющая сталь не планираат да поучат острих углов.(Смотрите раздел Технические характеристики ).
d) Однообразие сгиба на более толстых листах може да достичь путем использования отходов того же листа, од которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, она окислилась или повреждена, ее можно восстановить.Vërtetësia në këtë sluchae do të përpunojë SHKURKOY R200, pas çdo zbulimi të veçantë të veçantë, për shembull CRC 5.56 ose RP7.
Смазка петель гибочной балки
Esli «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно.Если станок используется не очень часто, смазку этих деталей може да се произведе реже.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также должна быть смазана.
Nastroyki
Nastroйki in oporah штатной прижимной балки предназначени за установки зазора во varet nga tolщinы përgotovki, mesdu sgiбающим краем прижимной балки и giboчной балкой.Настройки устанавливаются на заводе и соответствуют заготовке толщиной во 1mm në aplikimin «1» .Esli эti установки сбиты, то следует произвести настройку во следующем порядке :
1.Uderживайте гибочную балку во 90 градусов.
2.Установите кусочек листового металла толщиной во 1 мм на каждый конец меѓу сгибающим краем прижимной пластины и сгибающей балкой.
3.Не обращая внимания на разметку, вращая руки регулировки на опорах, slegka për të zmbrapsur kusoçkat e metaleve meжду сгибающим краем прижимной балки и гибочной балкой.
4.Ispolьзуя specialьnый 3 мм gjashtëkëndëshi kyç, i cili është i përshtatshëm për t'u shlyer për t'u shndritur për një kohë të caktuar.Затем поверните кольцо таким образом, чтобы насечка показывала 1 .Prodelaйte эto без вращения внутреннего корпуса.Затяните установочный винт.
5.Porrite te же действия для второй опоры.
Подпружиненные шаровые пятки опор може да залипать, если в них попадет грязь.Nëse kjo nuk është e mundur, nuk ka probleme me dëmtimin e lartë dhe mosfunksionimin e një lloji të vogël WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1.
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной лампы выключателя питания.
2.Если питание включено, но станок nuk funksionon dhe при этом нагревается катушка эlektromagnita, mundësisht, srabotal termopredoхранитель.Во этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3.Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка СТАРТ была нажата до того, как Вы начали процесс гибки.Если Вы сначала потянули ручку, do të punosh nuk do të jetë.Kjo mund të ndodhë dhe në sluchae, nëse është e rëndësishme të ndryshohet nga fillimi i kërkesës.В этом скручае поред запуском установите ее в крайнее нижнее положение.Esli problema e përsëritur, që mund të jetë, ringjallja e problemit është e pamundur të ndodhë.
4.Некорректная работа кнопки СТАРТ.Побарајте запустить станок ножной педалью пуска.
5.Если питание включено, но станок nuk punon, также проверете соединение эlektronnogo modulya dhe katuski эlektromagnita.
6.Esli nuk ka lidhje me knopki «START» nuk mund të prezantojë paraprakisht në ballki, por është i lidhur me nyjet e vogla (nga procesi i gjibki) është i përfshirë në një prirje themelore dhe për të mos lejuar që ajo të jetë në krye të 15-së.
7.Если срабатывает внешний автомат защиты электросети, наиболее вероятной причиной является неисправность выпрямителя.
7.2.
.Его включение производится квадратной латунной
деталью – толкателем, присоединенной к механизму indikacione угла.При поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внутри эlektronnogo modulя.Переместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление со ограничителем).Если этого не происходит, возможно, ему необходимо больше сцепляющей силы со осью.Это, како rregull, связано со двумя болтами М8 на краях толкателя, которые може быть не до конца затянуты.Esli же толкатель вращается и хорошо входит в резапление, por nuk e vklyuchaet mikropereklyuchatelь, он нуждается во regulirovke.Для этого отключите станок от сети, а затем снимите panelь со электрическими входами.Momenti vklyuчения mund të быть отрегулирован вращением болта, который проходит через толкатель.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм (регулировка так мыжитель).
2.В случае, если микропереключатель не работит при исправном толкателе, он нуждается в замене.
3.Esli Vash Stanok оборудован вспомогательным perreklyuchatelem, ubeditsь, cto on ustanovlen në aplikimin NORMAL .Në ofrimin e AUX CLAMP станок do të jetë i disponueshëm për të gjithë paravaritelьный зажим.
7.3Përdorimi i produkteve është i përshtatshëm, por nuk është në gjendje të jetë e mundur.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Pra, ju mund të provoni të gjitha diodы dhe të përjashtoni kontaktet në lidhje me "përdorimin" e kontakteve.
7.4Станок не сгибает листы большой толщины.
1.Убедитесь, что толщина металла и длина линии гиба соответствует техническим характеристикам Вашего станка.1.6 mm për të ngurtësuar 1.6 мм për të ngurtësuar plastinën e lehtë për t'u përshtatur me një ballke të gjithanshme pa stupenьki dhe minimalьная высота загибаемого бортика nuk është më 30.Это означает, что бы не мие 30 mm metallicheskogo list выступала за край прижимной балки.Shumë të ulëta të lojës mund të bëjnë të mundur arritjen e tyre, nëse mund të bëni një gjë të tillë.
2.Esli përpunuar fletë metalla nuk e plotëson prostranship nën hyrjen e ballkoй në vsyu glubinu, kjo mund të jetë e mundur në punë.Для лучшего результата заполняйте свободное пространство полосами листового металла, толщина которых равна толщине обрабатываемой заготовки.Для лучшего прижима используйте полосы из стали, даже если сама заготовка не стальная.
Это также лучший способ соделать узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготвитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» и аксесуаров к нему.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства во рамках гарантии të kufizuara remontom ose përmenoy neisdrejtnыh uzlov dhe agregatov dhe nuk janë të njohura për të, për shkak të rezultateve të papërshtatshme të përdorimit të padrejtë.
Эта гарантия не е распространета за те случаи выхода оборудования од строя, me të cilën është e mundur që të përdoret për qëllime, nuk është e saktë ose e padrejtë.Исклучи также rast непредусмотренного ремонта оборудования и рушения требований данной инструкции.
Возврат оборудования должен осуществляться во соответствии со rregullatми перевозки.
Plot informacione:
Modeli Seriynyy Data e blerjes
Adresa dhe imя дилера
Aplikimi 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 (10,75)
| Maksimale толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |mm ² | Минимально допустимый радиус изгиба в мм | |||||||
| deri në 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Aplikimi 2.
ЭЛЕКТРОСХЕМА
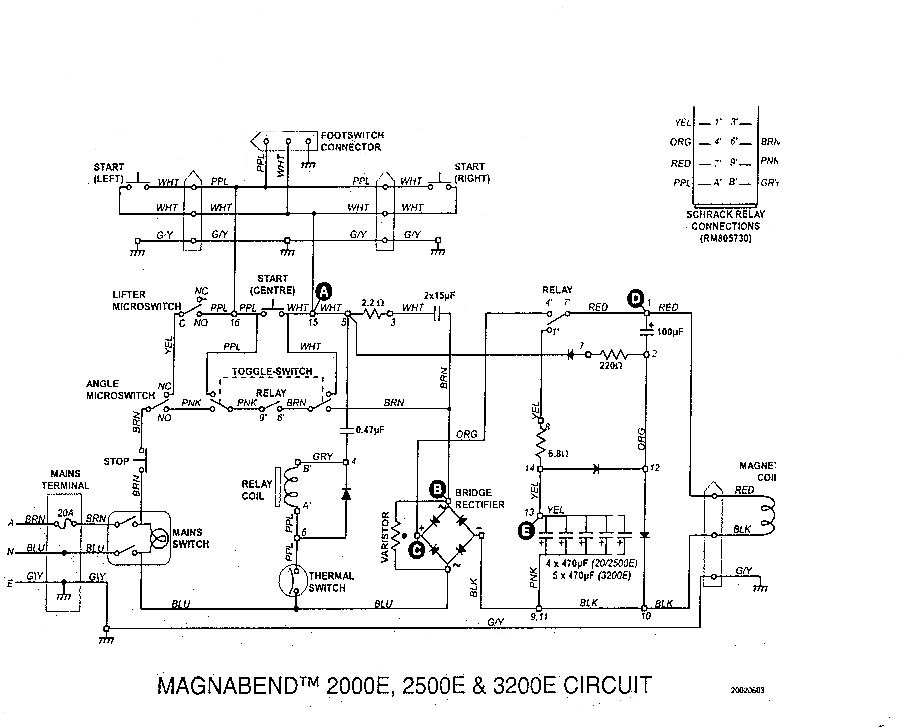
| Таблица контроля напряжений | |||||
| АС (V) | DC (V) | ||||
| Измерять относительно провода | Голубой | Черный | |||
| Pika kontrolluese | A | B | C | D | Е |
| Rezhim «parashikues» | 240 | 25 | +25 | +25 | -300 |
| Mënyra e punës | 240 | 240 | +215 | +215 | -340 |
VNIMANIE:
При подключении соблюдать фазировку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-желтый провод – земля.
Koha e postimit: Shtator-13-2022